


气割安全之阻火器
气割就是用氧-乙炔(或其它可燃气体,如丙烷、天然气等)火焰产生的热能对金属(如钢板、碳钢、型钢或铜锭)的切割。气割所用的可燃气体主要是乙炔、液化石油气和氢气。
气割是各个工业部门常用的金属热切割方法,特别是手工气割使用灵活方便,是工厂零星下料、废品废料解体、安装和拆除工作中不可缺少的工艺方法。

气割的使用为我们的工作带来很大的便利,但近期也时常有听闻有生产企业因为气割使用不当而发生事故的案例。
有的是因为气管有裂纹引发气体泄露而导致起火事故,有在进行焊接作业时气管发生回火到会爆管的事故,也有气割作业时发生回火导致割炬高温变形的事故。由此种种都告诉我们,气割作业时发生回火是非常危险的。那究竟什么是回火,该如何防止回火事故的发生呢?我们先来了解下气割机。
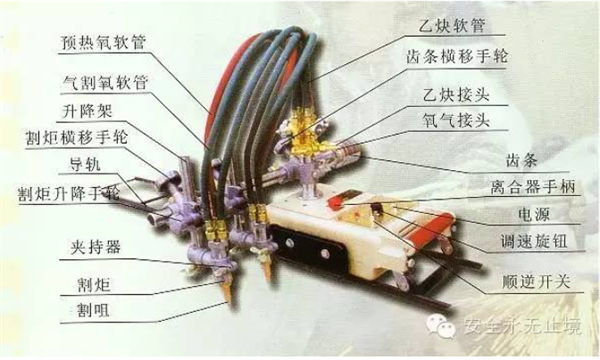
气割机
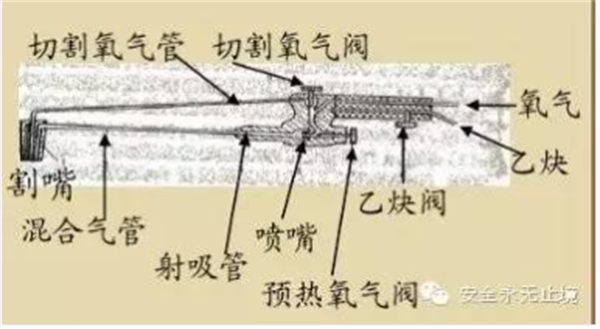
割炬构造图
我们先来说一下回火的发生,在气焊或气割过程中,有时会发生气体火焰进人喷嘴内逆向燃烧的现象,称为回火。当焊炬或割炬的焊嘴或割嘴被堵塞,焊嘴或割嘴过热使气体压力升高,增大混合气流动阻力,乙炔气工作压力过低或橡皮管堵塞,焊炬、割炬失修等使混合气流出速度降低,火焰燃烧速度大于混合气流出速度,氧气倒流等均可导致回火。
回火时一旦逆向燃烧的火焰进人乙炔发生器或乙炔瓶内,就会发生燃烧爆炸事故。
造成回火的原因有很多,焊嘴过热使混合气体受热膨胀,压力增高,阻力加大,妨碍可燃气体的供应。
焊割矩的焊嘴与熔池距离过小,被金属飞溅物堵塞,不能保持正常流量。乙炔压力过低或乙炔通道胶管等有障碍物(积水、结冰),或者胶管折叠、被压等。焊割矩失修,阀门或某结合处不严密,造成氧气窜入乙炔通道内。诸如此类都有可能导致回火事故。
所以为了防止回火事故发生我们通常都会要求在气割机必须安装回火防止器(阻火器)。

上面这个神器就是阻火器,阻火器的核心元件就是用球形不锈钢粉烧结成的不锈钢止火管,此元件相当一金属海棉材料的管状物,当在焊接过程中发生回火时,火焰通过火焰熄灭器时会自然熄灭,从而达到防止回火的目的。原理就是因为火焰到达火焰熄灭器时,火焰熄灭器的独特结构导致它不能被迅速升温,那么自然的乙炔气在此处就达不到着火点,火焰也就熄灭了。
防回火装置就是一个有许多微孔的金属件,如钢铁或铜合金,由于高温在短时间内透不过凉的金属,不能把金属加热,到达金属处乙炔达不到燃烧温度而自动息灭,阻断火焰传递,从而起到阻燃效果。
有了阻火器这个“神器”之后有的小伙伴又要问了,我们该如何安装这个阻火器呢?看下面这张图我们就明白了。
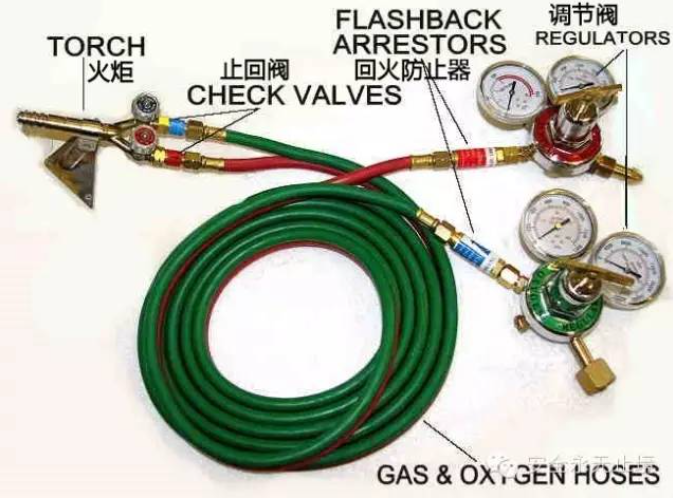
首先我们来看下国际做法,根据澳大利亚的安全标准,气割阻火器应安装4个,割炬端氧气管和乙炔气管处以及气瓶端氧气管和乙炔气管处共4处均应安装阻火器,从而防止回火事故的发生。
而根据《乙炔气瓶安全监察规程》第64条,仅要求乙炔瓶阀出口处应有减压阀及回火防止器(阻火器);而国标《GB9448-1999 焊接与切割安全》并未对阻火器的安装提出明文要求。
由此可见在对气割安装阻火器的要求国内法规要求远低于国际标准,我们和国外发达国家的安全水平相比还有很大的提升空间。
安全发展有赖于我们每一位安全工作人员的共同推动,我们应向国际先进水平看齐。